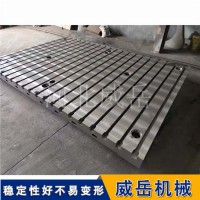


焊接平台的拼接通常基于其模块化设计,即平台由多个标准或定制尺寸的模块组成,这些模块通过特定的连接方式组合在一起,形成所需的工作面积。拼接前,需确保所有模块的表面平整度、平行度及垂直度均达到设计要求,这是拼接质量的基础。
模块准备与检查:对每个待拼接的模块进行外观及尺寸检查,确保无裂纹、砂眼等缺陷,且尺寸符合拼接要求。同时,清洁模块表面,去除油污、锈迹等杂质,以良好的焊接接触面。定位与固定?:使用的定位工具或夹具,将待拼接的模块按照设计图纸精放置在预定位置,并通过螺栓、销钉等临时固定件进行初步固定,防止在焊接过程中发生位移。
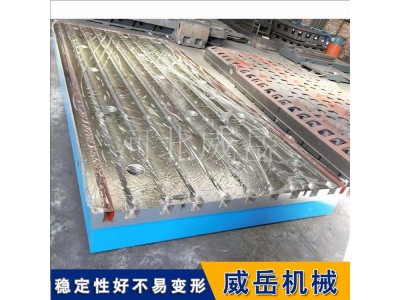
焊接工艺选择:根据模块材质,如HT200-300铸铁、球铁等、厚度及拼接要求,选择合适的焊接方法,如手工电弧焊、气体保护焊或埋弧焊等。同时,确定焊接顺序,通常从平台中向四周扩展,以减少焊接变形。焊接实施?:按照选定的焊接工艺参数进行焊接,注意控制焊接速度、电流、电压等参数,确保焊缝质量。焊接过程中,需定期检查模块间的相对位置,及时调整以防止偏差积累。
焊后处理与检测:焊接完成后,对焊缝进行打磨、去渣等处理,提高表面质量。随后,使用水平仪、激光测距仪等工具对拼接后的平台进行全检测,确保各项几何精度指标符合设计要求。加固与稳定?:对于大型或重型焊接平台,还需在拼接处增加加强筋或支撑结构,以提高平台的整体刚性和稳定性。在拼接过程中,需特别注意以下几点:一是焊接环境应干燥、无风,以减少焊接缺陷;二是焊接人员需具备资质,熟悉焊接工艺和操作规程;三是拼接完成后,需进行充分的应力释放和时效处理,以防止使用过程中出现变形或开裂。
此外,随着技术的发展,一些的焊接平台拼接技术如激光焊接、超声波焊接等也逐渐被应用,这些技术具有焊接速度快、热影响区小、焊缝质量高等优点,但设备成本较高,适用于对拼接质量要求高的场合。一五五 三三七五 三七八六
原文链接:http://www.mobi139.com/caigou/3731.html,转载和复制请保留此链接。
以上就是关于焊接平台大尺寸铸铁平台整体浇铸划线平台配调平垫铁全部的内容,关注我们,带您了解更多相关内容。
以上就是关于焊接平台大尺寸铸铁平台整体浇铸划线平台配调平垫铁全部的内容,关注我们,带您了解更多相关内容。